
Plastic Sheet Extruder Comparison: Key Criteria for Choosing the Right Multi-Layer Co-Extrusion Line
Article Overview: This article provides a structured comparison of plastic sheet extruder systems, focusing on multi-layer co-extrusion lines. We examine technical specifications, operational implications, and procurement considerations to help decision-makers select the most suitable solution for their plastic cup manufacturing needs.
How Do Multi-Layer Co-Extruders Differ from Standard Extruders?
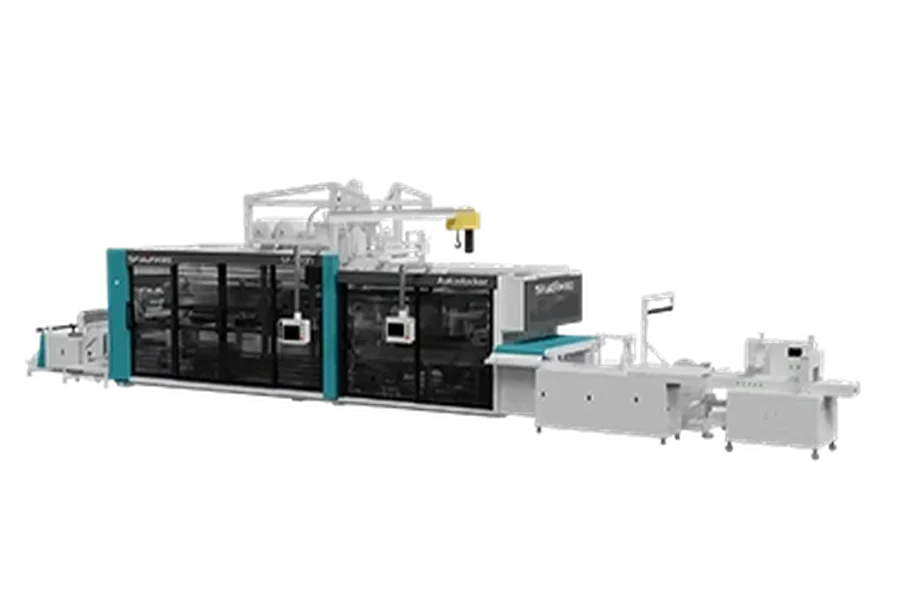
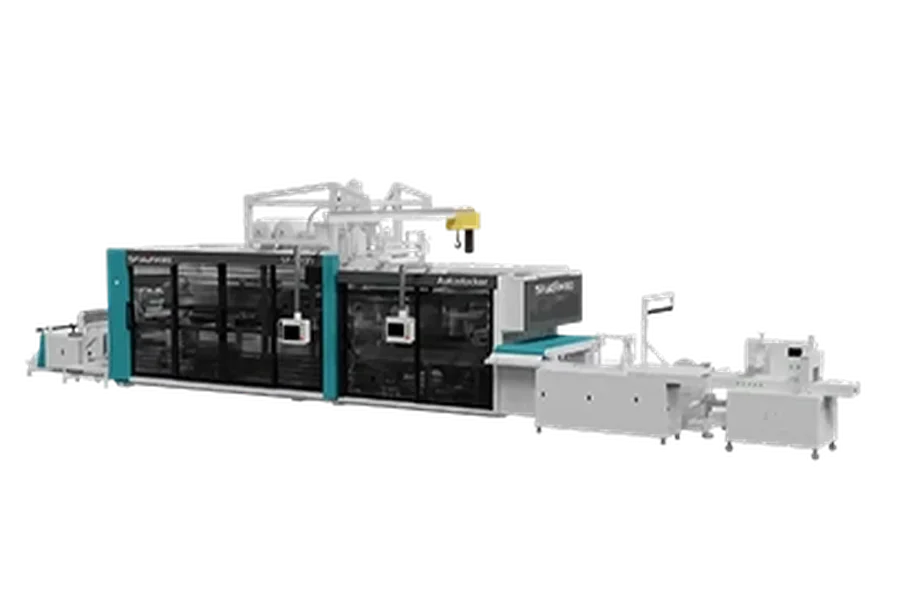
Single-layer extruders are the workhorses of many extrusion lines, producing a homogeneous melt that is formed into a sheet. Multi-layer co-extruders, by contrast, combine two or more polymer streams into a single sheet with distinct layers. This capability enables manufacturers to achieve properties that a single material cannot provide: enhanced barrier performance, surface aesthetics, or tailored mechanical strength. The fundamental difference lies in the die design and the need for precise flow control across multiple melt channels. For example, a Multi Station Thermoforming Machine forming cups from a multi-layer sheet can benefit from improved heat distribution and material savings. When evaluating co-extruders, buyers must assess the number of layers, the compatibility of materials, and the complexity of the control system. A three-layer co-extruder may suffice for basic barrier requirements, while a five-layer system offers greater flexibility for specialized applications such as oxygen-sensitive food packaging.
Key Specification Comparison for Plastic Sheet Extrusion Lines
Specification Comparison: Single-Layer vs. Multi-Layer Co-Extruder
| Criterion | Single-Layer Extruder | Multi-Layer Co-Extruder | Buyer Note |
|---|---|---|---|
| Layer count | 1 | 2–7 (typical) | Higher layer count increases material flexibility but adds control complexity. |
| Throughput (kg/h) | Varies by configuration | Varies by configuration | Co-extruders often have multiple screws; total throughput depends on individual screw sizes. |
| Material flexibility | Limited to one polymer per run | Wide range; can combine different polymers, including recycled content | Verify compatibility of materials in contact layers (e.g., food contact). |
| Screw diameter | Typically 55–120 mm | Each extruder unit has its own screw; diameters vary per layer | Matching screw design to material viscosity is critical for layer uniformity. |
| Energy consumption | Lower per kg of output | Higher due to multiple heating zones and drives | Total energy cost must be weighed against improved product value. |
| Integration complexity | Low | Moderate to high | Requires space for multiple extruder units and sophisticated control systems. |
When reviewing specifications, pay attention to the die technology—a well-designed feedblock or multi-manifold die is essential for uniform layer distribution. Confirm that the supplier offers process support for your target polymer combination.
What Are the Integration Considerations for Cup Making Lines?
Integrating a plastic sheet extruder into a cup production line involves aligning the extruder output with the forming machine's sheet demand. The extruder must produce a sheet of consistent thickness and width that matches the input requirements of the Plastic Cup Making Machine. Key integration points include:
- Melt temperature profile: The extruder must deliver a stable melt temperature to avoid warping or sagging in the forming station.
- Sheet width and thickness regulation: Automatic gauging with feedback to the extruder screw speeds and take-off roll gap is recommended for high-speed lines.
- Edge trim and recycling: On-line crushers, such as the SY-180IC On-Line Crusher, can directly feed scrap back into the extruder, reducing material costs.
- Material handling: Consider whether the extruder can process recycled content without degrading layer quality, especially for multi-layer structures.
For example, a hypothetical line producing 250 ml PP cups might pair a three-layer co-extruder with a servo-driven thermoformer to achieve fast changeovers. The extruder’s control system should communicate via a common industrial protocol (e.g., OPC UA) to synchronize with downstream equipment.
Evaluating Supplier Capabilities and Support
Choosing an extruder is not only about the machine specifications but also about the supplier’s ability to deliver, install, and support the equipment. Consider the following points when evaluating suppliers such as those listed on About Sayeah:
- Track record in co-extrusion: Request references from installations that run similar materials and layer counts.
- Process engineering support: Does the supplier assist with material selection, screw design, and die optimization? This is especially important for multi-layer lines where polymer incompatibility can cause delamination.
- After-sales service: Check whether spare parts are readily available and if remote diagnostics are offered. Consider suppliers with local service engineers.
- Quality certifications: Review the Certificates page to understand manufacturing standards (e.g., ISO 9001, CE).
A supplier with in-house machining capabilities, like Machining Center, may offer better control over screw and barrel quality. Industry news and case studies on the News page can provide insight into actual machine performance in similar production environments.
Decision Framework: Matching Extruder Type to Production Needs
To guide your selection, consider the following decision checkpoints:
- Product requirements: If your cups need a barrier layer (e.g., for dairy or juice), choose a multi-layer co-extruder. For standard clear cups, a high-quality single-layer extruder may suffice.
- Production volume: High-volume lines (>20 million cups/year) typically justify the investment in a multi-layer system for better material utilization and faster line speeds.
- Future flexibility: If you plan to introduce new products with different barrier or color layers, opt for a co-extruder with modular layer addition capability.
- Budget constraints: Single-layer lines have lower capital cost but may incur higher material waste if you need to use expensive pre-compounded materials. Calculate total cost of ownership including energy, scrap, and maintenance.
For a deeper dive into the specific extruder models and their configurations, consult the Plastic Sheet Extruder for multi-layer co-extrusion line page, which provides detailed technical data.
FAQ
What is the main advantage of a multi-layer co-extruder over a single-layer extruder?
Multi-layer co-extruders allow the combination of different polymers in a single sheet, enabling properties such as improved barrier, sealing, or texture that a single material cannot provide. This can reduce overall material cost by using expensive functional polymers only where needed.
How does extruder selection affect the quality of thermoformed cups?
Extruder performance directly influences sheet thickness uniformity, melt temperature stability, and layer consistency. A well-selected extruder reduces warpage, improves cup wall distribution, and can increase forming speed. In multi-layer structures, poor layer control can lead to delamination or weak spots in the cup.
What should I look for in an extruder supplier?
Look for experience with your target polymers, a robust screw design capability, responsive after-sales support, and references from similar installations. Verify that the supplier’s line can be integrated with your existing downstream equipment and that they provide process training for your team.
Is it possible to retrofit an existing line with a multi-layer extruder?
Yes, but careful planning is required. You may need to modify the die area, add additional extruder units, and upgrade the control system. Space constraints on the production floor can be a limiting factor. Consult with the supplier to assess feasibility and cost.
Conclusion
Choosing between a single-layer and multi-layer plastic sheet extruder depends on your product specifications, production volume, and long-term strategy. Multi-layer co-extruders offer superior material engineering flexibility but come with higher capital and operational complexity. By systematically comparing specifications, integration requirements, and supplier capabilities, decision-makers can confidently select a solution that aligns with their production goals. We recommend involving process engineers early in the evaluation and validating claims with on-site trials or reference visits. For further assistance, explore the Application Center for real-world production insights or review Industry News for the latest developments in sheet extrusion technology.
Related site pages: Plastic Sheet Extruder, Home, Your Product, Multi Station Thermoforming Machine, Plastic Cup Making Machine, Auxiliary Equipment.



