
Comparing Plastic Sheet Extruder Systems: A Buyer's Guide to Selection Criteria, Trade-offs, and Decision Checkpoints
Article Overview: This article provides a structured comparison of plastic sheet extruder systems, focusing on single-layer and multi-layer co-extrusion technologies. It is designed for CTOs, technical architects, procurement teams, and evaluation committees who need objective criteria to select the right extruder for their production line. The article covers technical differences, operating implications, total cost of ownership factors, and a buyer-side decision framework.
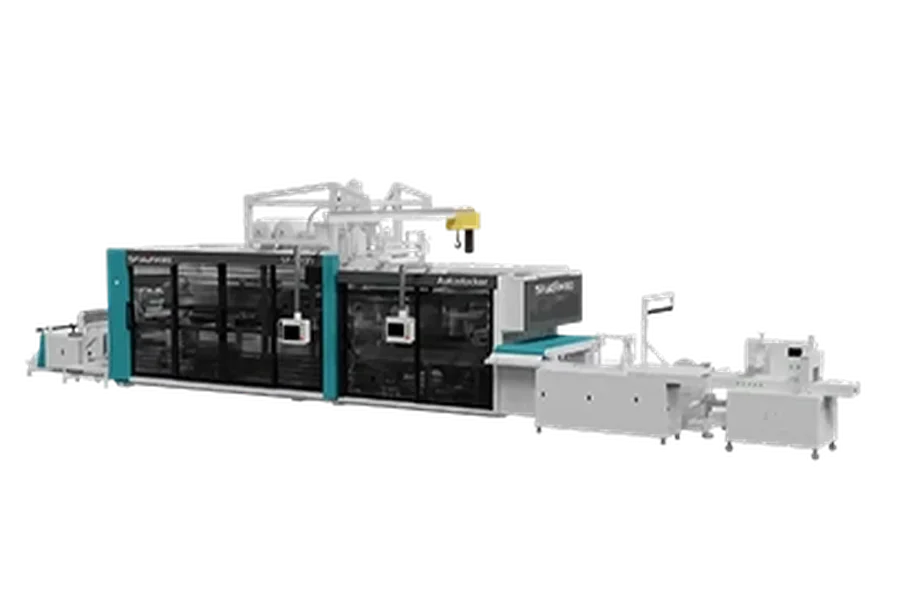
Selecting a plastic sheet extruder is a strategic investment that directly affects downstream forming quality, material flexibility, and overall line efficiency. For manufacturers producing plastic cups, trays, or containers, the extruder is the first process step and sets the foundation for consistent sheet thickness, layer structure, and material properties. However, the market offers extruder configurations ranging from standard single-screw designs to advanced multi-layer co-extrusion lines. This article provides a neutral, criteria-based comparison to help evaluation teams assess which approach aligns best with their production requirements, budget constraints, and long-term operational goals.
What Are the Core Technical Differences Between Extruder Types?
The primary distinction in plastic sheet extruders lies between single-layer extrusion and multi-layer co-extrusion. Single-layer extruders produce a homogeneous sheet from a single material or blend, while multi-layer co-extruders combine two or more materials in a single sheet to achieve barrier properties, color effects, or cost optimization. From a technical standpoint, the key parameters to examine include:
- Screw design and L/D ratio: Determines melting quality, mixing efficiency, and output stability. Multi-layer systems often require matched screw profiles across extruders to ensure uniform layer distribution.
- Die technology: Single-layer systems typically use a simple T-die or coat-hanger die. Multi-layer co-extruders require feedblock or multi-manifold dies to maintain layer integrity without intermixing.
- Temperature control zones: More layers demand more precise zone control to avoid thermal degradation at interfaces. Multi-layer lines commonly incorporate adaptive PID controllers and multiple heating zones.
- Material compatibility: Co-extrusion enables use of recycled core layers with virgin skin layers, but requires careful analysis of melt flow indices and adhesion properties between polymers such as PP, PS, PET, or PLA.
For example, a hypothetical scenario: a manufacturer producing yogurt cups may choose a multi-layer co-extruder to integrate a thin EVOH barrier layer, whereas a producer of general-purpose cold cups might find a single-layer extruder sufficient. The choice hinges on whether the application demands barrier properties or can tolerate a homogeneous material.
How Do Operating Implications and Total Cost of Ownership Compare?
Beyond initial purchase price, operating implications significantly affect long-term viability. Single-layer extruders are generally simpler to operate, with fewer variables to control and less maintenance complexity. Multi-layer co-extruders, while offering higher value-add, introduce additional operating considerations:
- Changeover time: Switching materials or layer configurations in a co-extruder can require several hours of purge and tuning, whereas single-layer changeovers are typically faster.
- Scrap generation: During startups and transitions, multi-layer lines produce more off-spec material due to layer thickness deviations. Implementing an in-line thickness gauging system can reduce waste but adds capital cost.
- Energy consumption: Multi-layer systems with multiple drives and heaters consume more energy per kilogram of output. However, if the co-extrusion enables a thinner overall sheet while maintaining stiffness, the net material savings may offset energy costs.
- Operator skill level: Co-extruders require more experienced operators or automated control systems to manage layer ratios. This can impact labor costs or require additional training programs.
From a total cost of ownership perspective, a typical single-layer extruder may have a lower upfront cost but higher per-unit material spend if the application requires a premium resin throughout. Multi-layer lines allow placing expensive functional layers only where needed, potentially reducing overall material cost by 10–20% in barrier applications (validated by industry studies, though exact numbers vary by configuration). Procurement teams should run a scenario analysis using their specific material costs and output volumes.
Comparison Criteria for Plastic Sheet Extruder Selection
To objectively evaluate extruder options, use the following criteria framework. The table below summarizes key attributes for a typical decision scenario. Note that actual specifications depend on your line configuration and material selections.
Key specification comparison
| Criterion | Single-Layer Extruder | Multi-Layer Co-Extruder | Buyer Note |
|---|---|---|---|
| Layer count | 1 layer | 3–5 layers typical; up to 9 with advanced feedblocks | Confirm layer count required for barrier or aesthetic goals |
| Output capacity (kg/h) | Varies by configuration | Varies by configuration | Match to downstream thermoformer speed; ensure balance |
| Material flexibility | Single material or blend | Multiple materials per layer (compatible melts) | Check melt flow index compatibility for co-extrusion |
| Sheet thickness range (mm) | 0.3–2.0 mm (typical) | 0.3–2.5 mm (with layer control) | Validate against cup/container design |
| Capital cost index | Baseline (1.0) | 1.5–2.5x (depends on complexity) | Include installation and commissioning |
| Energy consumption | Lower per kg | Higher per kg (but may reduce total material cost) | Analyze with your energy rates |
| Typical scrap rate (startup) | 3–5% | 5–10% | In-line gauging reduces scrap but adds cost |
| Operator training requirement | Moderate | High | Consider automation support from supplier |
Key Decision Checkpoints for Your Evaluation Committee
When your team gathers to assess bids from extruder suppliers, we recommend structuring the evaluation around these checkpoints:
- Define your product portfolio now and in 3–5 years. If you plan to expand into barrier cups or use recycled content, a multi-layer line gives you flexibility. If your products remain single-material, a single-layer line may be more capital-efficient.
- Map the extruder to your existing or planned downstream equipment. For example, if you already operate a multi-station thermoforming machine, ensure the extruder's output width and thickness profile match the former's requirements. Mismatched speeds can cause bottlenecks.
- Assess material sourcing and cost structure. Co-extrusion can reduce material spend by allowing a lower-cost core, but you need reliable supply of multiple resins. Single-layer may be simpler for single-source materials.
- Evaluate the supplier's service and support. For a plastic sheet extruder, ongoing support for die tuning, screw refurbishment, and process optimization can affect uptime. Review the supplier's track record and available documentation. The quality and history of the manufacturer can offer insights into their long-term reliability.
- Consider auxiliary integration. Auxiliary equipment such as cooling chillers, crushers, and stackers must be compatible with the extruder output. An integrated approach can simplify installation and reduce handoff issues.
A practical hypothetical: a procurement team evaluating two proposals—one for a single-layer extruder and one for a 3-layer co-extruder—should run a 5-year TCO model using their actual material prices, scrap rates, and energy tariffs. Often, the co-extruder's higher initial cost is recovered within 18–24 months if barrier properties allow thinner walls or if recycled content is used. However, if the application does not benefit from multi-layer advantages, the single-layer line will have lower payback risk.
FAQ
What is the typical lifespan of a plastic sheet extruder?
With proper maintenance, a well-built extruder can last 15–20 years. Screws and barrels may require replacement or reconditioning every 5–8 years depending on material abrasiveness. Ensure the supplier provides access to spare parts and service expertise.
How do I determine the required screw diameter for my production?
Screw diameter is driven by throughput requirements and the polymer's melt viscosity. Use your target output in kg/h and the screw's specific capacity (kg/h per rpm) provided by the manufacturer. Oversizing can lead to residence time issues; undersizing limits output.
Can a single-layer extruder be upgraded to co-extrusion later?
Yes, but with limitations. Upgrading typically involves replacing the die and adding one or more auxiliary extruders. However, the main extruder drive and barrel may need modification. It is often more cost-effective to purchase a co-extrusion line from the start if multi-layer capability is anticipated within five years.
What certifications should I look for when choosing an extruder?
While specific certifications vary by region, look for CE marking for European markets, UL listing for North America, and ISO 9001 for quality management systems. Some suppliers also offer ATEX compliance for explosive environments if handling flammable materials. Verify the supplier's certificates to confirm compliance with your regulatory requirements.
Conclusion
Choosing between a single-layer and multi-layer co-extrusion plastic sheet extruder requires a clear understanding of your product needs, operating conditions, and financial objectives. Single-layer systems offer simplicity, lower capital, and faster changeovers, making them ideal for high-volume commodity production. Multi-layer co-extruders provide material optimization, barrier capability, and design flexibility, but demand higher investment and operational expertise. By applying the comparison criteria and decision checkpoints outlined in this article, evaluation committees can reduce selection risk and align the extruder investment with their strategic production goals. Always validate specifications with the supplier using your actual materials and line configuration, and consider consulting independent process engineers for large-scale projects. For further reading on integrated production systems, explore the application center for case studies, or review the plastic cup making machine page to understand how the extruder fits into a complete forming line.
Related site pages: Plastic Sheet Extruder, Home, Your Product, Multi Station Thermoforming Machine, Plastic Cup Making Machine, Auxiliary Equipment.



