
Thermoforming for Food Packaging: Process, Materials, and Production Insights
Article Overview: This article provides an educational overview of thermoforming as a manufacturing process for food packaging. It explains the fundamental steps, common thermoplastic materials, key advantages for packagers, and important production considerations for building a high-volume line. The goal is to help early-stage researchers and technical buyers understand how thermoforming works, why it is widely adopted, and what factors influence successful implementation.
Understanding the Thermoforming Process
Thermoforming is a three-stage process: heating, forming, and cooling. A thermoplastic sheet is fed into the machine, where radiant heaters raise its temperature until pliable. The softened sheet is then forced against a mold using vacuum, pressure, or a combination of both. After forming, the part cools and is trimmed from the web. In food packaging, thin-gauge thermoforming (typically under 1.5 mm) is used for cups, lids, trays, and blisters, while thick-gauge is reserved for heavier containers.
Uniform heating is critical to avoid defects like thinning or warping. Preheating systems are often employed to bring the sheet to a stable temperature before final heating, especially for materials like polypropylene that have narrow processing windows. Multi-station machines separate heating, forming, and trimming into dedicated stations, allowing overlapping operations that boost throughput. For example, while one sheet is being formed, another is preheated, and a third is trimmed—enabling cycle times of just a few seconds per part.
Key Materials for Thermoformed Food Packaging
Thermoforming is compatible with several thermoplastics. The three most common for food packaging are polypropylene (PP), polyethylene terephthalate (PET), and polystyrene (PS). Each offers distinct properties suited to different applications.
Polypropylene (PP) is valued for its chemical resistance, microwave and dishwasher tolerance, and fatigue resistance. It is commonly used for yogurt pots, margarine tubs, and microwavable containers. PP requires careful temperature control during heating due to its crystalline structure, making uniform preheating essential for consistent output.
Polyethylene terephthalate (PET) provides clarity, strength, and good barrier properties. It is used for clear containers, cold drink cups, and blister packaging. PET can be amorphous (APET) for clarity or crystallized (CPET) for hot-fill applications. Its recyclability adds to its appeal in sustainable packaging initiatives.
Polystyrene (PS) is a low-cost, easy-to-form material. High-impact polystyrene (HIPS) offers toughness, while general-purpose polystyrene (GPPS) provides rigidity and gloss. PS is common in disposable cutlery, cups, and lids, though it has lower heat resistance and can be brittle compared to PP.
Beyond single materials, multi-layer co-extrusion combines polymers to achieve specific barrier properties, heat sealability, or color layers. This approach is used for shelf-stable packaging requiring oxygen or moisture barriers.
Advantages of Thermoforming for Food Packaging
Thermoforming offers several operational benefits that drive its dominance in food packaging. Production speed is a major factor: modern thin-gauge lines can run at cycle times of a few seconds, yielding hundreds of parts per minute. This throughput is essential for large-scale operations serving retail and food service.
Tooling flexibility is another advantage. Mold tooling for thermoforming is notably less expensive than injection molding, making short runs and frequent design changes economical. This is particularly useful for seasonal promotions, customized containers, or product testing. Modular tooling allows quick mold changes on multi-station machines, reducing downtime.
Material efficiency is high because scrap trim can be reground and reintroduced into the extrusion process. In-line crushers and reclamation systems allow immediate recycling of edge trim and off-spec parts, minimizing waste. Thermoformed packaging is also lightweight yet sturdy, reducing transportation costs and shelf space. The process supports various surface finishes—matte, gloss, textured—through mold surface treatments. For food safety, thermoforming can be performed in cleanroom environments with automated handling to reduce contamination risks.
Production Considerations: From Sheet Extrusion to Finished Product
A complete thermoforming production line integrates several processes. It typically begins with a plastic sheet extruder, which melts, filters, and casts polymer into a continuous sheet of defined thickness and width. Co-extrusion lines produce multi-layer sheets for enhanced barrier performance. After extrusion, the sheet is wound into rolls or fed directly to the thermoforming machine.
The thermoforming machine itself is the center of the line. For high-volume applications, a multi-station architecture is often preferred because separate stations for heating, forming, and trimming allow parallel processing. Servo-driven controls enable precise adjustment of temperature, pressure, and timing—critical for thin-wall parts. Downstream equipment includes trimming/punching stations, stacking robots, and packaging units. Automated stacking systems can arrange finished products for packing, reducing labor and improving uniformity. Additional auxiliary equipment such as water cooling towers and chillers maintains stable mold temperatures essential for dimensional accuracy.
When evaluating a production line, key considerations include the types of materials to process (PP, PET, PS), desired output rate, part complexity, and floor space. The ability to change molds quickly and adjust parameters without extensive downtime is a differentiator between entry-level and professional systems.
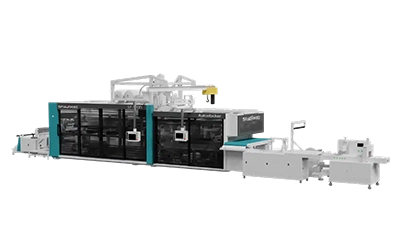
The Role of Multi-Station Thermoforming Machines
Multi-station thermoforming represents a significant advancement over single-station designs. In a single-station machine, heating, forming, and trimming occur sequentially within the same station, limiting throughput due to waiting times for heating and cooling. Multi-station architectures separate these functions across multiple stations, allowing overlapping operations.
For example, in a typical four-station configuration, stations might handle preheating, forming, trimming, and stacking. While one sheet is being formed, another is preheated, and a third is trimmed. This parallel processing can increase output by 50–100% compared to a single-station machine of similar size. Dedicated stations allow optimization: precise temperature control in the heating station, accurate cutting in the trimming station, and efficient stacking.
This multi-station thermoforming system is well-suited for thin-wall plastic cups, food containers, and blister packs from materials like PP, PET, and PS. Maintaining tight tolerances and repeatable quality makes it a standard choice for large-scale food packaging manufacturers. When paired with an in-line sheet extruder and automated handling, the line can run continuously, reducing material waste and labor intervention.
FAQ
What is the difference between thermoforming and injection molding for food packaging?
Injection molding involves injecting molten plastic into a closed mold under high pressure, producing parts with high dimensional accuracy and complex geometries. Thermoforming uses pre-made plastic sheets that are heated and formed over a mold, making it faster and less expensive for thin-walled items like cups and trays. Thermoforming is generally preferred for high-volume, lightweight packaging where design complexity is moderate.
Can thermoformed packaging be recycled?
Yes, most thermoformed packaging made from PET, PP, or PS can be recycled through appropriate streams. However, recycling rates vary by region and material. Mono-material designs are easier to recycle than multi-layer laminates. In-line scrap recycling is common during production, with trim and reject parts being reground and reintroduced into the extruder.
What tolerances can be achieved in thin-gauge thermoforming?
Typical thickness tolerances for thin-gauge thermoforming are ±0.05 mm to ±0.1 mm, depending on material, machine condition, and mold design. Multi-station machines with servo drive and PLC control can achieve tighter tolerances. For critical dimensions, secondary trimming or punching operations are used.
How does preheating improve PP thermoforming?
PP has a narrow temperature window between melt and degradation. Preheating raises the sheet temperature gradually and uniformly, reducing stress and preventing warping. Dedicated preheating systems help maintain consistent forming conditions across the entire sheet, particularly for thick or large parts.
What is typical throughput for a multi-station thermoforming machine?
Throughput varies based on part size and material thickness. For a typical thin-wall cup (180 ml, PP), a modern four-station machine can produce 30–50 cycles per minute, with each cycle yielding multiple cavities (e.g., 4–8 cups per cycle). This translates to 7,000–24,000 cups per hour, depending on configuration.
Conclusion
Thermoforming remains a cornerstone of food packaging manufacturing, offering a balance of speed, flexibility, and cost efficiency that is hard to match with other processes. Understanding the basic steps—heating, forming, cooling, trimming—and the properties of common materials like PP, PET, and PS is essential for anyone involved in packaging procurement or production planning. The integration of preheating, multi-station machines, and in-line auxiliary equipment allows manufacturers to achieve high output with consistent quality. For early-stage researchers and technical buyers, the key takeaways are: thermoforming is well-suited for high-volume thin-wall packaging, material selection drives process parameters, and multi-station architectures provide scalability. As the industry moves toward lighter packaging and sustainable materials, thermoforming technology continues to adapt, making it a reliable choice for today's and tomorrow's food packaging needs.



