Home
Product
Multi-Station Thermoforming Machine
Plastic Cup Making Machine
Plastic Sheet Extruder
Auxiliary Equipment
About Us
About Sayeah
Machining Center
Quality
Our History
Our Team
Certificates
Video
Application
Stacking Tray Thermoforming Solutions
Plastic Plate Thermoforming Solutions
Plastic Flower Pot Thermoforming Solutions
Plastic Lid Thermoforming Solutions
Plastic cup thermoforming solution
Clamshell & Flip-Top Package Thermoforming Solutions
Plastic Bowl Thermoforming Solutions
Blister Packaging Thermoforming Solutions
Automotive Thermoforming Solutions
First Purchase Guide
Service
Our Services
FAQ
Downloads
News
Exhibition News
Industry News
Contact Us
Search Products
English
English
Pусский
Español
عربي
404:The request page was not found
Maybe you'll be interested in some of our other products
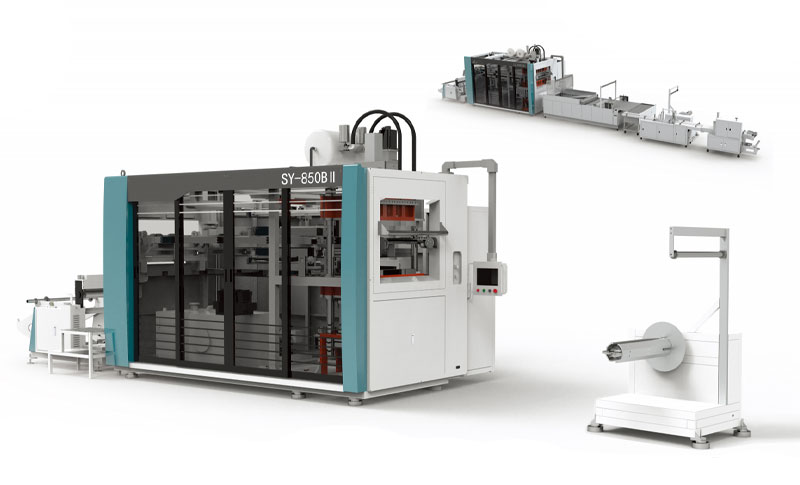
Plastic Thermoforming Machine
Automatic Multi-Station Thermoforming Machine
Intelligence Pressure and Vacuum Multi-Station Thermoforming Machine
Automatic Plastic Cup Making Machine
Plastic Thermoforming Cup Machine
Automatic Thermoforming Cup Machine
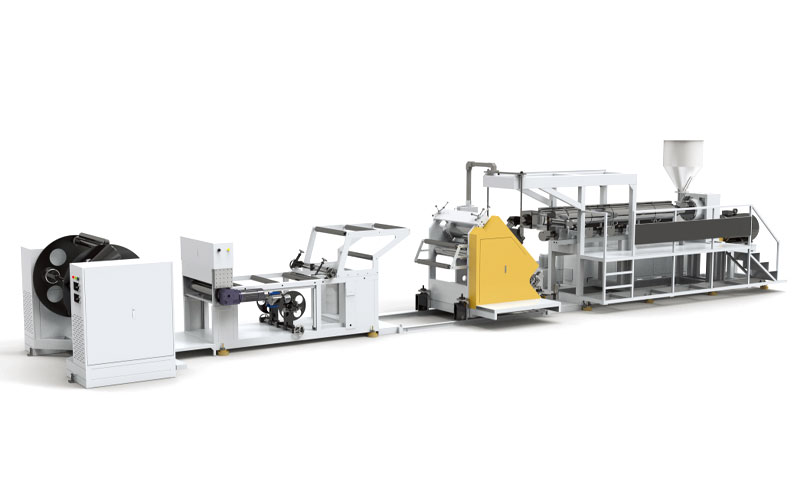
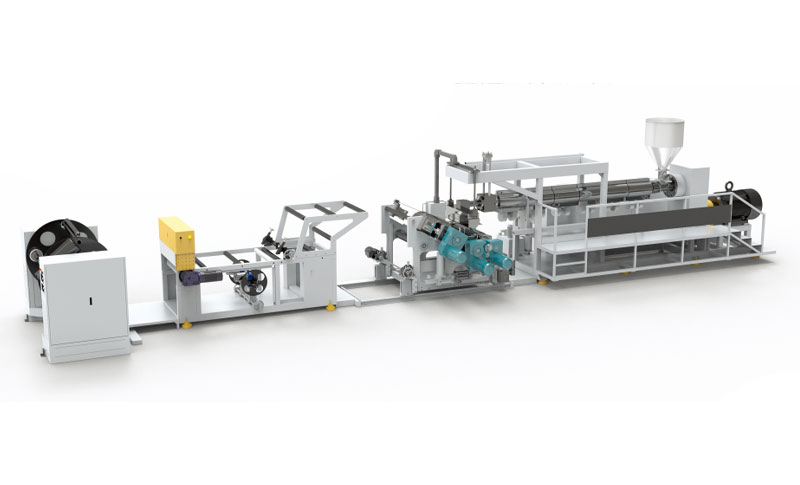
Diagonal Mono-Layer Plastic Sheet Extrusion Machine
Series Diagonal And Horizontal Mono-Layer Plastic Sheet Extruder
GET A QUOTE
Talk to Our Expert.
Name
Email
Tel/WhatsApp
Start Chat
Inquiry is being submitted, please wait...
GET IN TOUCH NOW
Send Message
We value your privacy
We use cookies to provide you with a better online experience, analyse and measure website usage, and assist in our marketing efforts.
Accept All